PLC Team

Left to Right: Jay Pittenger – Cody Sweat – Jake Hibbard – Christopher Marrinan – Rick Scholz
Nine subsystems were gifted to the class of ME316 (Systems Design), who above all else desired power. But another subsystem was created to run them all and in disaster, smite them.
Look into any major manufacturing facility in the world and you will likely see a PLC behind it. The best hardware ever built cannot reach its true potential without a well made PLC controlling it. In our hydrogen fueling system the PLC is the brain behind the whole system, capable of making or breaking the entire project.
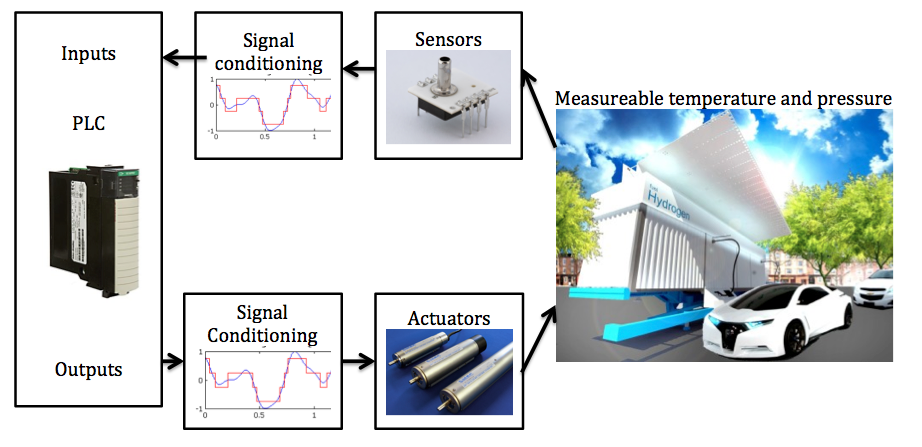
The Programmable Logic Controller (PLC) and sensor sub assembly is an electrical system designed to interface with all of the other sub systems to monitor and in some cases control the entire hydrogen fueling process. To do this the PLC will read data from sensors placed throughout the process then interpret this data and actuate valves and pumps. The PLC sub assembly:
- MUST
- Maintain autonomous operation of the entire system through varying environments, and operating conditions.
- Monitor critical operating levels and be able to implement appropriate shut down procedures if something goes wrong.
- SHOULD
- Include displays for current operating levels
Background
Although there are numerous companies involved in developing PLCs, we have decided to focus on two big name companies: Siemens, and Allen Bradley. Both of these companies produce PLCs to control various systems from large factories to car washes and gas stations. The range of applications give us a good reference to various PLC designs we can incorporate into our system. Many companies including Siemens and Allen Bradley also produce different sensors for all kinds of applications, we are primarily interested in pressure/temperature transducers, and flow rate sensors. Working with liquid hydrogen, the sensors in our sub assembly will need to operate in extreme temperature and pressure environments and meet OSHA 1910.103 standards. These are safety standards for using electrical equipment with hydrogen systems.

PLCs started to take off in the early 1970s. Before PLCs factories used elaborate circuits full of relays and timing devices to accomplish some basic control in manufacturing facilities. Early PLCs were very hard to use and needed a clean, temperature controlled space to operate. Programing early PLCs also required a trained technician. As PLCs have advanced they have become much more powerful and can withstand adverse environments. Programing software has also advanced making it much easier for anyone to use.
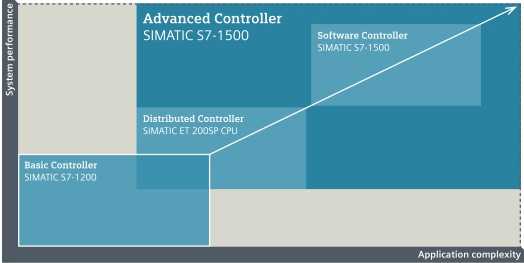
In our initial design we are considering using a Siemens SIMATIC PLC. Siemens produces several different PLCs with varying levels of complexity.
There are 2 major types of PLCs, integrated and modular:
- Integrated (basic) PLCs are pre-made with a set number of ports and computing ability. Integrated PLCs are generally for less complex systems, and offer less flexibility with a limited number of configurations.

- Modular (advanced) PLCs start with an empty rack and allow the user to select an appropriate CPU and signal units for the application. Modular PLCs are completely customizable, and can be used for complex applications. Modular PLCs can also be changed at any time by simply replacing different signal units without replacing the entire PLC. A description of a modular PLC and its components can be found HERE.
Design Specifications
In order to quantify our PLC design and relate it to the overall design of our hydrogen fueling station we have created a of house of quality. A house of quality (HOQ) is a series of matrices that relate competing factors such as customer demands and cost. These relations are given a score depending on the strength of their correlation and then these scores are added up to quantify how good the design is. Several layers of HOQs are created from an overall system level down to selecting individual components for a particular sub assembly. These layers are linked together and allow us to see how selecting an individual component affects the overall design.
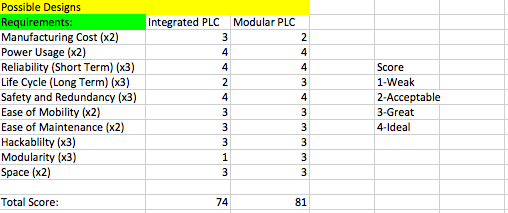
This HOQ is an overall sub assembly level and is comparing our two primary design routes. THIS is a more detailed HOQ for the components of our particular sub assembly.
Design Options
- Allen Bradley 1769 is a compact advanced modular PLC, with RS Logix 5000 software
- Benefits: Moderate customization, internal units can be changed as needed, convenient mounting options, easy to use software.
- Disadvantages: Fairly complex, only three additional modules can be added, no safety certification
Allen Bradley compact 1769

- Allen Bradley 1756 is an advanced modular PLC, with Studio Logix 5000 Designer Software
- Benefits: Highly customizable, internal units and CPU can be changed as needed, additional features and capabilities.
- Disadvantages: more expensive, complex, no safety certification
Allen Bradley advanced controller 1756 ContolLogix I/O

Recommendation:
When deciding on a particular design for automation of a system, many factors must be accounted for when using a PLC:
- Necessary type and amount of Inputs and outputs: Different PLCs have a set number of digital and analog signal inputs and outputs as well as the ability to add more if needed.
- CPU Power: Having a PLC with adequate CPU power is crucial to be able to process signals in a way that is required by the system. This is dependent on the sampling rate required, if the signal is analog or digital, and the type of data that is outputted as a result.
- Modular capability: In the case of prototyping and building a design for the first time, design criteria changes which changes what will need to be required of the PLC. Choosing a modular PLC in this case is necessary in order to have the ability to expand Input and output signal ports as needed.
With these factors in mind we recommend using the Allen Bradley 1756, with Logix 5000 Design software because it meets all of the necessary requirements for our system.
Necessary type and amount of Inputs and outputs: Since we are dealing with a high complexity hydrogen process involving temperature and pressure changes from purification, liquefaction, compression, storage, and dispensing, this means that a large amount of analog inputs and outputs will be needed. Temperature and pressure will need to be read at inlets and outlets of almost all sub-systems and flow rate will need to be read and possibly adjusted as needed to have a safe, well-functioning system. After exploring where sensing will be located on the system, a total estimate of temperature, pressure, and flow rate sensors needed is around 25. The Allen Bradley 1756 is a large modular PLC and modules can be added to easily meet our required type and number of ports.
CPU Power: Due to the high amount of analog sensors needed for reasons stated above, a PLC with a large amount of processing power will be needed. As sampling rate is optimized once manufacturing of the system begins, this will give a better idea for the processing power needed. An alternative to this will also be adding separate PLCs if needed to run specific sections of the overall system for added CPU power. Communication between PLCs will be important if this route is further explored. The Allen Bradley 1756 has built in features for working with analog signals and relatively large CPU for processing all of the information. The Allen Bradley also has the ability to network with other PLCs if necessary.
Modular capability: A modular PLC that can be changed as needed is a must for our prototype hydrogen fueling station. Evolving design requirements and sub components will require different sensing and control functions from the PLC. The Allen Bradley 1756 is completely modular and can be adjusted as needed for our system.
Economics
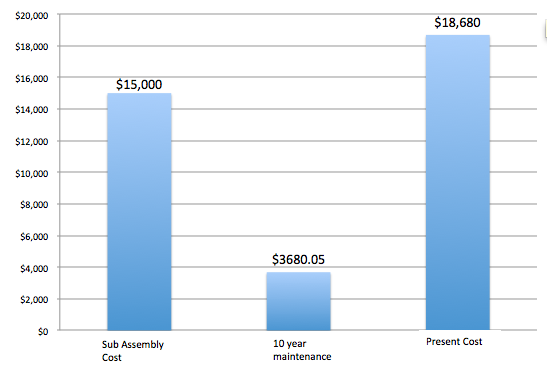
The initial cost of the Allen Bradley 1756 with modules and sensors needed to control the hydrogen fueling station is $15,000. Based on a 6% interest rate, $3680 will need to be set aside now to cover maintenance costs of $500 per year for the next 10 years. The annual maintenance of $500 per year was estimated to cover the cost of replacing one to two sensors per year as well as any other minor maintenance to be done. This brings the total cost, for the life of the PLC system, to $18,680.
Using the accelerated cost recovery system (ACRS), and assuming a recovery period of 10 year with a salvage value of $0 after 10 years our sub assembly will depreciate D= (factor)*C where D is depreciation and C is cost. The sum of ACRS factors from year 1 to year 10 is 96.7% so depreciation after 10 years D=(0.967)*$15000=14,505. This brings the book value (BV) to $495 where BV= C-D
What’s Next
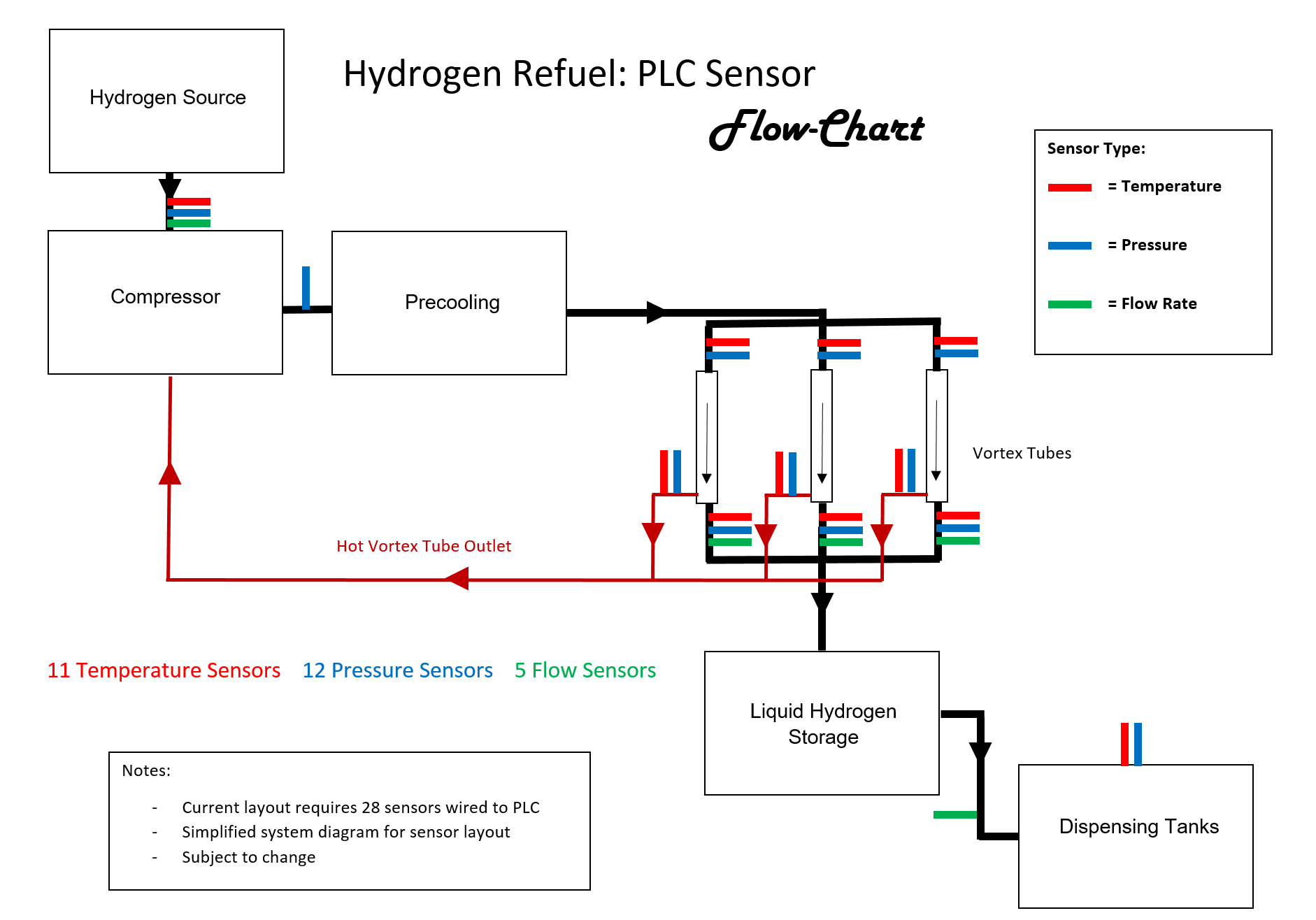
Once base sub assembly components are selected and ordered we will be able to finalize operating levels and the scale of the system. With this information we will be able to research particular sensor models for the flow chart below that will be able to meet system requirements. At this point we will also be able to re evaluate our recommendations and prepare for ordering the hardware needed for the PLC sub assembly.
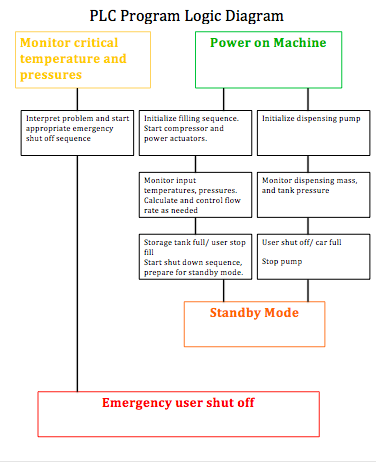
After we get the PLC and appropriate hardware we will be able to begin forming a program to monitor and control the system. A preliminary logic diagram of what our PLC will have to preform is shown below.